بررسی تأثیر ارتعاشات فراصوت بر خواص مکانیکی ورق دو لایه فولاد کم کربن-تیتانیوم خاصل در فرآیند شکل دهی افزایشی
بررسی تأثیر ارتعاشات فراصوت
شکل دهی افزایشی ورق، یکی از فرایندهای تولید قطعات ورقی بدون استفاده از قالب است. که به منظور نمونه سازی سریع، کاهش زمان و هزینه های ساخت قطعات گسترش یافت. در این فرایند نیز همانند، دیگر فرآیندهای شکل دهی کاهش نیروی شکل دهی و بهبود خواص مکانیکی قطعه حاصل مدنظر می باشد. که برای این منظور روش های مختلفی گسترش یافت.
یکی از این روش ها، استفاده از ارتعاشات فراصوت و اعمال آن بر روی فرآیند می باشد. در این مطالعه به منظور بهبود خواص مکانیکی قطعه تولیدی در فرآیند شکل دهی. نموی از اعمال ارتعاشات فراصوت بر روی ابزار استفاده گردید. هدف از انجام این مطالعه، بررسی تأثیر ارتعاشات فراصوت بر خواص مکانیکی قطعات تولیدی در فرآیند شکل دهی نموی است.
برای این منظور تجهیزات مناسب برای انجام این فرایند طراحی و تولید شد. و آزمون های سختی و کشش بر روی نمونه های تولیدی انجام پذیرفت. نتایج مورد حاصل نشان داد که تحت تأثیر ارتعاشات فراصوت، سختی 50 درصد و استحکام کششی 30 درصد افزایش یافت. مطالعات ریزساختاری بر روی نمونه ها نشان داد که به دلیل افزایش دمای نمونه ها. در نتیجه تبدیل ارتعاشات فراصوت به گرما فرآیند تبلور مجدد پیوسته در ساختار میکروسکوپی نمونه ها به وقوع پیوسته است. که این فرآیند منجر به ریز شدن دانه ها و در نتیجه بهبود خواص مکانیکی گردید.
پیشگفتار
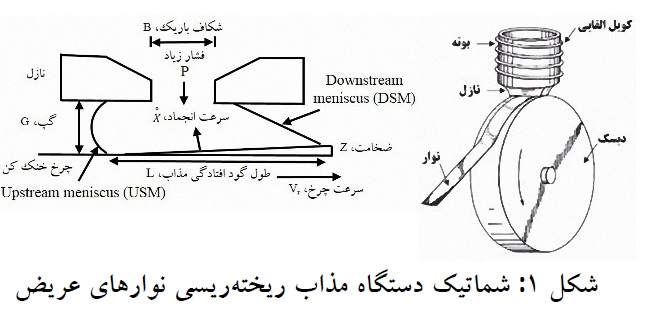
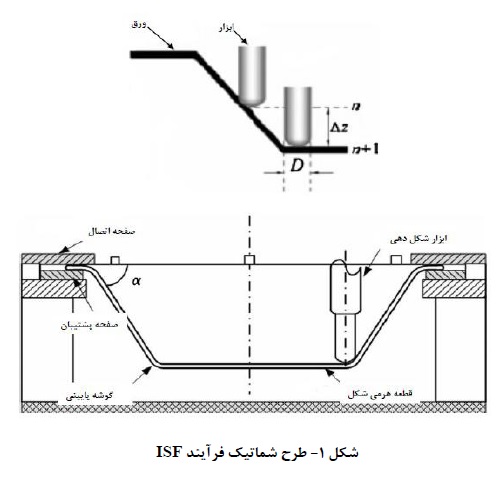
شکل دهی افزایشی ورق (ISF) یکی از فرآیندهای تولید قطعات فلزی ورقی بدون استفاده از قالب است. در این فرایند، یک ورق فلزی با استفاده از یک قید و بند در طول محیط آن محدود میشود. و به طور مداوم با یک ابزار فلزی با یک سر نیم کروی تغییر شکل داده می شود. در واقع در این فرآیند یک ابزار سر کروی در طول یک مسیر از پیش تعیین میشود . و بر روی سطح ورق حرکت کرده تا شکل مورد نظر به دست آید.
مسیر حرکت ابزار با استفاده از روش های طراحی و ساخت به کمک کامپیوتر (CAD-CAM) طراحی میشود و توسط دستگاه فرز CNC کنترل می شود. این فرآیند در مقایسه با دیگر فرآیندهای شکل دهی ورق فلزی مانند کشش عمیق و مهر زنی دارای مزایای بیشتری است. عدم نیاز به تجهیزات پیچیده، هزینه های پایین تر، شکل پذیری بهتر. انعطاف پذیری بیش تر و توانایی نمونه سازی سریع، از مزایای عمده این فرآیند است. که می تواند محققان را جذب کند. شکل (1) جزئیات فرآیند ISF را نشان می دهد. در چند دهه اخیر تحقیقات گسترده ای در مورد این فرایند و بهبود آن انجام گردید.
یکی از روش های مورد استفاده جهت بهبود فرآیندهای شکل دهی. استفاده از ارتعاشات فراصوت و اعمال آن بر روی ابزار و یا قطعه می باشد. که منجر به کاهش نیروی شکل دهی بو بهبود خواص مکانیکی قطعه کار می گردد. هدف از انجام این مطالعه، بررسی تأثیر ارتعاشات فراصوت. بر خواص مکانیکی ورق دو لایه جوش انفجاری شده فولاد کم کربن – تیتانیوم خالص در فرآیند شکل دهی افزایشی می باشد. تاریخچه استفاده از ارتعاشات فراصوت در فرآیندهای شکل دهی فلزات به دهه 50 میلادی باز می گردد. در این دهه نخست دو محقق به نام های بآلاهاه و لانجینکر کاهش تنش سیلان. تحت تأثیر ارتعاشات فراصوت را با انجام تست کشش بر روی تک کریستال های آلومینیوم و فولاد زنگ نزن مشاهده نمودند.
نتایج این محققان نشان داد که کاهش تنش تحت تأثیر ارتعاشات فراصوت مستقل از فرکانس ارتعاشات است. اما وابسته به دامنه ارتعاشات می باشد. این فرآیند به عنوان اثر بآلاها، اثرات حجمی و نیز اثر آکوستو پلاستیک شناخته شده است. این اثر به صورت کاهش در تنش سیلان در حین تغییر شکل پلاستیک. در یک نرخ کرنش ثابت و یا افزایش در نرخ کرنش در طول تغییر شکل پلاستیک. تحت یک تنش ثابت توصیف می گردد. در سال 1957 دو محقق به نام های نویل و بروتزن در هنگام کشش یک سیم از جنس فولاد کم کربن. تحت تأثیر اعمال ارتعاشات فراصوت اثر مشابهی را مشاهده نمودند.
در سال 1966 آیزومی و همکاران یک سری آزمایش برای مشاهده اثر ارتعاشات فراصوت بر روی رفتار تغییر شکل فشاری فلزات انجام دادند. نتایج نشان داد که تحریک ارتعاشات فراصوت بر روی ماده، باعث کاهش تنش سیلان فشاری و سختی ماده می شود. در سالهای اخیر مؤثر بودن ارتعاشات فراصوت در کاهش تنش سیلان. و بهبود خواص مکانیکی ماده توسط محققان دیگر. در فرآیندهای شکل دهی دیگری همچون کشش سیم، اکستروژن، خمکاری، سنگ زنی، ماشینکاری و سوراخکاری مورد بررسی و تحقیق قرار گرفت.
علاوه بر کاهش در تنش سیلان، محققان مذکور آثار مثبت دیگری همچون کاهش در میزان زبری سطح. کاهش در اندازه دانه ها و افزایش سختی پس از اعمال ارتعاش را مشاهده نمودند. تسوجینو و همکاران گزارش دادند که ابزار قالب مرتعش در عملیات خمکاری، باعث کاهش میزان برگشت فنری. افزایش زاویه خم و بهبود در کیفیت سطح خمکاری می شود. سوها و همکاران از ارتعاشات فراصوت جهت افزایش سختی و استحکام خستگی انواع چاقو استفاده نمودند.
در این تحقیق که از روش آهنگری برای ساخت چاقو استفاده گردید. مشاهده شد که استفاده از ارتعاشات فراصوت، باعث کاهش اندازه دانه و افزایش سختی میشود و تنش های پسماند سطحی نیز کاهش یافت. در این مطالعه پیشنهاد شد که از ارتعاشات فراصوت به طور مؤثری می توان برای بهبود خواص مکانیکی در فرآیندهای شکل دهی استفاده نمود.
سی یو و همکاران ساختار نمونه های آلومینیومی که تحت تأثیر آزمون فشاری به کمک ارتعاشات فراصوت قرار گرفتند را مورد بررسی قرار دادند. مشاهدات حاکی از آن بود، نمونه هایی که تحت تأثیر ارتعاشات فراصوت تغییر شکل پلاستیک یافتند. را پس از فرآیند تغییر شکل دارای مقدار زیادی مرزدانه های فرعی در ساختار میکروسکوپی بودند که این خود دلالت بر آن است. که ارتعاشات فراصوت، باعث افزایش در تحرک نابجایی ها می گردد.
چانگ چنگ هانگ و همکاران به منظور بررسی مکانیزم های اصلی کاهش نیروی شکل دهی تحت تأثیر ارتعاشات فراصوت. آزمایشات پرچ کاری به کمک ارتعاشات فراصوت را بر روی آلومینیوم6061 انجام دادند. یافته های این تحقیق دلالت بر این موضوع بود که تحت شرایط اعمال ارتعاشات فراصوت. دمای نمونه ها افزایش می یابد و در نتیجه نیروهای شکل دهی کاهش و سطح نمونه ها در حین فرآیند پرچ کاری نرمتر می گردد.
تجزیه و تحلیل های مربوط به بررسی های ریزساختاری و آزمون های ریز سختی نشان داد. که جذب انرژی مربوط به نابجایی ها در حین فرآیند مذکور رخ داده است. که این عامل به کاهش نیروی شکل دهی منجر شده است. این تحقیق نتیجه گیری می کند. که مکانیزم های افزایش دما و جذب انرژی نابجایی ها به عنوان دو عامل تأثیر گذار بر خواص مواد. کاهش نیروهای شکل دهی را منجر میشود در سال 2007. چانگ مین سو و همکاران تأثیر ارتعاشات فراصوت بر خواص مکانیکی حاصل از فورج سرد یک فولاد ابزار را بررسی نمودند. در این تحقیق یک فرکانس 20 کیلو هرتز از طریق نوک ابزار. مرتعش همراه با اعمال نیروی ثابت 100 نیوتن بر روی سطح نمونه فولادی اعمال گردید.
در این فرآیند به دلیل اعمال چند ده هزار بار ضربه متناوب ابزار. بر روی لایه های سطحی نمونه فولادی، تغییر شکل پلاستیک شدیدی بر روی سطح اتفاق افتاد. که حاصل آن ایجاد یک ساختار نانو در لایه های سطحی بود. در سال 2008، وانگ تینگ و همکاران تأثیر ارتعاشات فراصوت را بر روی فرآیند نورد سطحی یک فولاد آلیاژی پر کروم بررسی نمودند. در این فرآیند با کمک گرفتن از ارتعاشات فراصوت و اعمال آن بر روی نورد سطحی. تغییر شکل پلاستیک سطحی شدید بر روی لایه های سطحی فلز اتفاق افتاد.
مشاهدات ریزساختاری بر روی لایه های سطحی، ایجاد لایه نانوساختار با اندازه دانه 3 تا 7 نانومتر را بر روی سطح نشان داد. همچنین آزمون های مکانیکی مورد انجام نشان داد. که سختی سطحی تا 52 درصد افزایش یافته و تنش فشاری باقیمانده بر روی سطح نیز به 864 – مگا پاسکال رسیده است. امینی و همکاران فرآیند شکل دهی افزایشی به کمک ارتعاشات فراصوت ورق آلومینیوم 1050 را به صورت عددی و تجربی مورد مطالعه قرار دادند. در مطالعه مذکور فرآیند شکل دهی افزایشی با و بدون ارتعاشات فراصوت با یکدیگر مقایسه گردید. نتایج به دست آمده نشان داد. که اعمال ارتعاشات فراصوت، باعث افزایش شکل پذیری و کاهش پارامترهایی همچون نیروی لازم برای شکل دهی، زبری سطح و برگشت فنری می شود.
احمدی و همکاران تأثیر اندازه دانه بر نرم شدن ماده تحت تأثیر ارتعاشات فراصوت را بررسی نمودند. هدف از انجام این تحقیق، بررسی عامل اصلی اثرات حچمی ناشی از اعمال ارتعاشات فراصوت بر رفتار تغییرشکل پلاستیکی نمونه های آلومینیوم خالص بود. باقرزاده و همکاران اثر اعمال ارتعاشات فراصوت بر خواص مکانیکی. و ریزساختار آلیاژ آلومینیوم خالص در فرآیند اکستروژن د کانال های زاویه دار همسان را مورد بررسی قرار دادند.
نتایج مورد حاصل نشان داد که در اثر اعمال ارتعاشات فراصوت با دامنه ارتعاش 15 میکرومتر. 22 درصد سختی بالاتر، 10 درصد مقاومت فشاری بالاتر و همچنین 30 درصد نیروی شکل دهی پایین تر نسبت به روش متداول حاصل میشود. رسولی و همکاران اثر ارتعاشات فراصوت بر سختی و ریزساختار لوله های بدون درز. از جنس آلیاژ آلومینیوم 2024 را در فرآیند شکل دهی چرخشی بررسی نمودند. نتایج بررسی های ریزساختاری و آزمون میکروسختی نشان داد. که در حضور ارتعاشات فراصوت تشکل رسوب کاهش یافت. و همچنین شکل و توزیع رسوب در ریزساختار، خصوصاً در نزدیکی سطح بیرونی قطعه تا عمق 2 میلیمتر نیز تغییر می یابد. علاوه بر این، با استفاده از ارتعاشات فراصوت، علاوه بر سختی و عمق لایه های سخت شده. یکنواختی بیشتری در توزیع سختی در امتداد ضخامت حاصل شد.
سان و همکاران فرآیند نورد سطحی به کمک ارتعاشات فراصوت را بررسی نمودند. این روش، یک روش مؤثر برای بهبود کیفیت سطح مواد، از قبیل کیفیت سطح نهایی، ریزساختار و وضعیت تنش است. نتایج نشان داد که صافی و پیوستگی سطح توسط فرآیند مذکور بهبود می یابد. و بهترین کیفیت با سرعت تغذیه 0/1 میلیمتر بر متر حاصل می یابد. تحت شرایط مطلوب آزمایشی، زبری سطح به 0/059 میکرومتر کاهش یافت. و تنش های باقیمانده فشاری سطحی محوری و مماسی به ترتیب به 130/6- و 330/8- مگاپاسکال و مقدار میکروسختی آن نیز 41/3% افزایش یافت.
برای توضیح اثر ارتعاشات فراصوت بر رفتار تغییر شکل. و خواص مکانیکی نمونه های فلزی تعدادی از محققین مکانیزم های مختلفی را به صورت ذیل پیشنهاد نمودند. ایجاد حرارت در اثر تبدیل کار مکانیکی به گرما، بارگذاری متناوب که به عنوان اصل جمع شوندگی تنش شناخته شده است. تولید نابجائی ها متحرک در طول اعمال تنش و تغییر شکل های در مقیاس میکرونی در قطعه کار. در سالهای اخیر استفاده از ورق های دو لایه در کاربردهای صنعتی افزایش یافت. همچنین اثرات عملیات ثانویه بر ورق های جوش انفجاری، از موضوعات جذاب تحقیقات سالیان اخیر بوده است.
مطالعه اثرات عملیات حرارتی بر خواص مکانیکی و متالورژیکی ورق های جوش انفجاری است. بررسی اثرات نورد بر ورق های جوش انفجاری است. اثرات فرآیند تغییر شکل پلاستیک شدید نورد در کانال های زاویه دار همسان و همچنین شکل دهی افزایشی در ورق های جوش انفجاری است. و تعدادی از مطالعات سالیان اخیر بر روی ورق های جوش انفجاری است می باشند. یکی از این ورق ها، ورق دو لایه جوش انفجاری است که فولاد کم کربن تیتانیوم خالص است.
که در آن لایه ای نازک از تیتانیوم خالص با مقاومت خوردگی بالا بر روی لایه ای ضخیم تر از فولاد با استحکام. و شکل پذیری بالا و قیمت پایین به روش جوش انفجاری اتصال می یابد. در واقع در این ورق دو لایه، استحکام و شکل پذیری بالا و قیمت پایین به روش جوش انفجاری اتصال می یابد.
و در واقع در این ورق دو لایه، استحکام و شکل پذیری. بالا و قیمت پایین فولاد کم کربن همراه با مقاومت به خوردگی بالا و قیمت پایین فولاد کم کربن همراه. با مقاومت به خوردگی بالای تیتانیوم خالص ترکیب بهینه ای را جهت استفاده. در کاربردهایی همچون مخازن نفت و گازف صنایع شیمیایی و مبدل های حرارتی ایجاد می نماید. در این مطالعه قصد بر آن است تا اثرات ارتعاشات فراصوت. بر بهبود خواص مکانیکی ورق دو لایه مذکور در فرآیند شکل دهی افزایشی بررسی شود. تا از نتایج آن بتوان در کاربردهای صنعتی استفاده نمود.
طراحی و ساخت ابزار ارتعاشی
در این تحقیق لازم است تا به منظور انجام فرآیند شکل دهی نموی. و انتقال ارتعاش یک ابزار با سر نیمه کروی طراحی و تولید شود. توسعه و کاربرد روش های فراصوت با توان بالا در فرآیندهای شکل دهی نیازمند استفاده از ابزاری است. که بطور دقیق براساس اصول انتشار امواج فراصوت طراحی و تولید گردند. در این حالت این امکان فراهم می شود. تا بتوان بطور صحیحی انرژی ارتعاشی را توسط مبدل جریان الکتریکی به ابزار و سطح قطعه کار منتقل نمود. در واقع مبدل جریان الکتریکی، جریان الکتریکی حاصل از ژنراتور را به ارتعاشات طولی تبدیل می نمایند.
بطور معمول مبدل های جریان الکتریکی با توان بالا از یک پیزوالکتریک و یک تقویت کننده امواج صوتی متشکل اند. که معمولاً به شکل های مخروطی، نمایی، سهمی، هذلولی و یا پله ای تقسیم بندی می شوند. وظیفه این تقویت کننده ها، افزایش دامنه ارتعاش ایجادی توسط مبدل برای اثرگذاری بیشتر می باشد. به منظور طراحی این تقویت کننده ها که ابزار ارتعاشی نیز معروف هستند. ار تئوری مورد ارائه توسط هایسل و همکاران استفاده می گردد. در این تئوری برای بدست آوری فرکانس تشدید، طول ابزار ارتعاشی به صورت مضربی از نصف طول موج در نظر می گیرند. و بنابراین کوچکترین واحد برای طول ابزار، ابزار با حالت ارتعاشی طولی λ/2 معروف است. براساس این تئوری، طول ابزار ارتعاشی به صورت ذیل بدست می آید.
در روابط Cl سرعت موچ طولی در ابزار، f فرکانس تشدید، E مدول الاستیسیته و P دانسیته ابزار می باشد. مطابق با روابط مذکور برای محاسبه طول ابزار مرتعش لازم است. تا خواص فیزیکی ماده مورد استفاده در ساخت ابزار ارتعاشی مشخص باشد. در انتخاب مواد ابزار ارتعاشی خواص همچون صلبیت، مقاومت خستگی بالا. مقاومت در دمای بالا، قابلیت ماشینکاری و اتلاف آکوستیکی پایین می بایست در نظر گیری شوند. با در نظر گیری خواص مذکور، فولاد مقاوم به حرارت از نوع H13 به عنوان ماده مورد استفاده در ساخت ابزار انتخاب گردید.
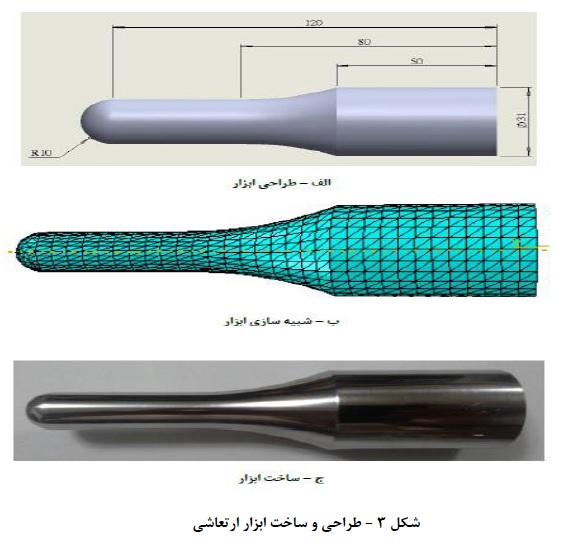
در رابطه (1)، F فرکانس طبیعی ابزار بوده که می بایست برای حصول به شرایط تشدید با فرکانس ژنراتور KHZ 20 مطابقت داشته باشد. با توجه به روابط (1) و (2) و فرکانس ژنراتور، طول ابزار برابر با 130mm حاصل شد. همچنین به منظور مونتاژ ابزار مرتعش بر روی نگهدارنده ابزار لازم است. تا قطر پایه ابزار با قطر نگهدارنده ابزار برابر باشد (D=31mm)، این موضوع باعث می شود. تا انرژی ارتعاشی بطور مؤثر و بدون کم ترین اتلافی به ابزار انتقال یابد. همچنین شعاع سر نیمه کروی ابزار بطور رایج برابر با 10mm انتخاب شد. پارامتر دیگری که در طراحی ابزار ارتعاشی می بایست در نظر گیری شود. شکل خارجی ابزار می باشد.
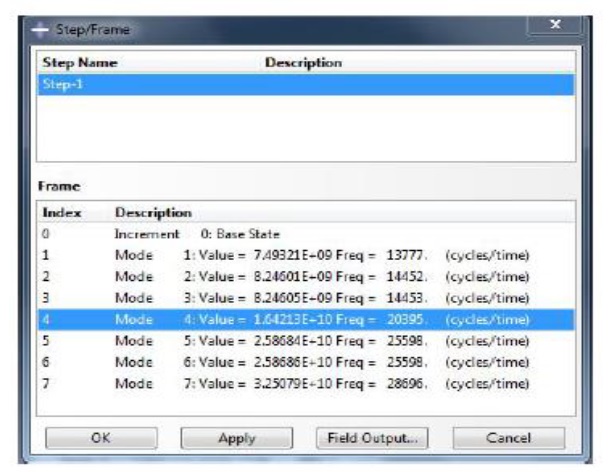
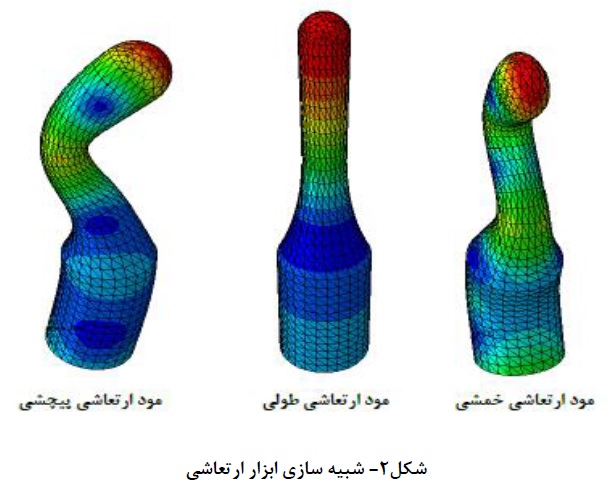
در این مطالعه یک طرج پله ای برای شکل خارجی ابزار مد نظر قرار گرفت. برای حصول به حالت تشدید لازم است تا ابعاد پله ها با دیگر ابعاد ابزار ارتعاشی مطابقت داشته باشد. برای این منظور ابتدا یک طرح اولیه برای ابزار ارتعاشی ارائه شد. سپس طرح مذکور در نرم افزار اجزاء محدود آباکوس مدل شد. و برای پیدا کردن فرکانس تشدید، تجزیه و تحلیل رفتار دینامیکی بر روی مدل انجام پذیرفت. چون ارتعاشات به وسیله مبدل جریان الکتریکی طولی اعمال می شد. ابزار ارتعاشی در فرکانس عملکردی می بایست طوری مورد تنظیم واقع شود تا در حالت ارتعاش طولی قرار گیرد.
بر این اساس با تغییر در ابعاد پله و پس از چند سعی و خطا در انجام شبیه سازی. فرکانس 20/395kHz با حالت ارتعاش طولی مطابق با شکل (2) برای ابزار ارتعاشی حاصل شد. براساس ابعاد نهایی دریافتی حاصل از شبیه سازی و به منظور دستیابی به بیشترین راندمان ارتعاش. ساخت ابزار با بالاترین کیفیت سطح انجام شد. ابعاد نهایی ابزار ارتعاشی، مدل سه بعدی مش بندی شده و نمونه ساخته شده آن در شکل (3) نمایان و مشخص است.
به منظور تعیین فرکانس تشدید ابزار به صورت آزمایشگاهی، ابزار ارتعاشی تولیدی بر روی مبدل جریان الکتریکی مونتاژ شد. و توسط ژنراتور مورد آزمایش قرار گرفت. پس از اعمال ارتعاش توسط مبدل جریان الکتریکی و تنظیم ژنراتور در محدوده فرکانس حاصله از شبیه سازی. فرکانس تشدید معادل 20/45KHz در شرایط آزمایشگاهی برای ابزار ارتعاشی حاصل شد. که تطابق خوبی با نتایج حاصل از آنالیز رفتار دینامیکی ابزار نشان داد.
تجهیزات آزمایشگاهی
در این مطالعه آزمایشات توسط یک ماشین فرز CNC ساخته شده توسط ماشین سازی تبریز انجام شد. مطابق با شکل (4) تجهیزات آزمایشگاهی مورد استفاده در این مطالعه از دو قسمت تشکیل شده است. قسمت اول شامل تجهیزات مربوط به سیستم تولید و انتقال ارتعاشات فراصوت می باشد. در این سیستم یک ژنراتور فراصوت با فرکانس 20KHz و توان 2KW جریان برق شهر با فرکانس 50-60HZ. را به جریان با فرکانس بالا 20KHz تبدیل می نماید. برای تبدیل توان الکتریکی به ارتعاشات مکانیکی با حالت ارتعاش طولی از مبدل جریان الکتریکی طولی استفاده گردید.
ارتعاش ایجاد شده، به نگهدارنده ابزار منتقل شده و توسط ابزار ارتعاشی متصل به آن تقویت می گردد. مطابق با شکل، مجموعه مبدل جریان الکتریکی، نگهدارنده ابزار و ابزار ارتعاشی توسط یک قید و بند مناسب. و با توجه به محور اسپیندل دستگاه بر روی دستگاه CNC نصب شد. قسمت دوم از تجهیزات آزمایشگاهی، مربوط به فرآیند شکل دهی افزایشی ورق می باشد.
مطابق با شکل قید و بند مربوط به این فرآیند شامل یک صفحه اتصال، یک صفحه پشتیبان و یک تکیه گاه می باشد. ورق بین دو صفحه مذکور قرار گرفته و توسط هشت پیچ بر روی تکیه گاه نصب می گردد. از یک نیرو سنج مدل Kistler 9257B برای اندازه گیری نیرو استفاده شد. این نیرو سنج توسط دو عدد روند و در یک موقعیت مناسب بر روی میز دستگاه CNC نصب گردید. سپس مجموعه قید و بند مربوط به شکل دهی نموی مطابق با شکل (4) توسط شش پیچ بر روی آن بسته شد.
روش انجام فرآیند
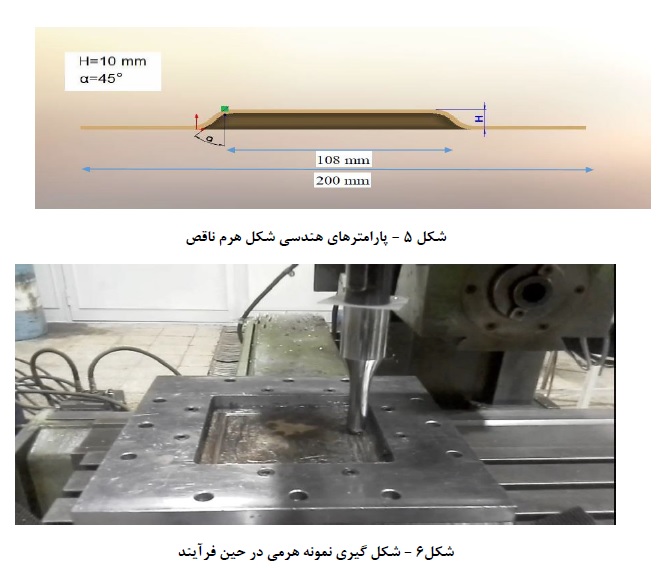
برای بررسی اثر ارتعاشات فراصوت بر فرآیند شکل دهی افزایشی، آزمایشات عملی با و بدون ارتعاشات فراصوت انجام پذیرفت. بدین منظور هرم ناقص به عنوان شکل نمونه های آزمایشی انتخاب گردید. که پارامترهای آن در شکل (5) نمایان و مشخص است. برای ایجاد این شکل، مطابق با رابطه (3). ابزار از یک گوشه واقع بر روی ورق مربعی شکل به طول 200mm شروع به حرکت کرده. و به ازای هر میزان پیشروی عمودی3 (ΔZ). یک طول جدید را طی کرده تا کل شکل هرم حاصل شود.
در رابطه (3)، Li+1 طول جدید طی شده، Li طول طی شده قبلی. ΔZ میزان پیشروی ابزار به سمت پایین به ازای یک دور کامل ابزار و α شیب دیواره هرم می باشد. براساس شکل هندسی هرم ناقص، یک برنامه G-Code نوشته و توسط کابل RS-232 به دستگاه CNC فرستاده شد. در شکل (6) شکل گیری نمونه های هرمی در طول فرآیند نشان داده شده است. در حین انجام فرآیند تحت تأثیر اعمال ارتعاشات فراصوت دمای ابزار افزایش یافت. که با استفاده از تجهیزات مادون قرمز، دمای 250 درجه سانتی گراد بر روی ابزار در حین فرآیند ثبت شد.
آزمون های مکانیکی
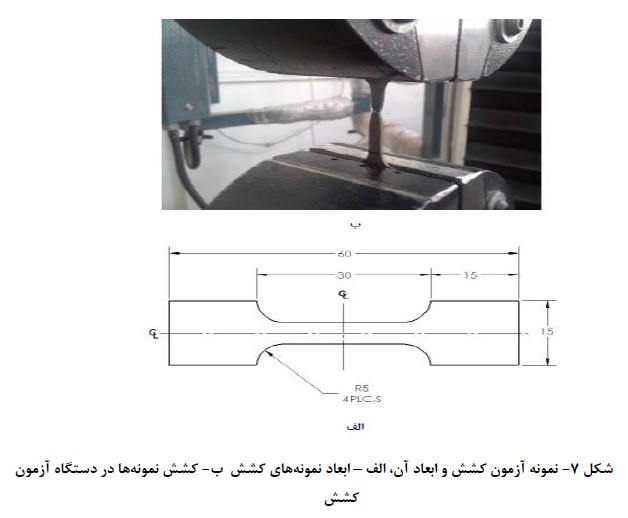
برای بررسی اثر ارتعاشات فراصوت بر خواص مکانیکی نمونه های تولیدی، آزمون های میکرو سختی و کشش بر روی نمونه ها انجام شد. در این راستا نمونه های آزمون کشش از داخل دیواره عمودی نمونه های هرمی توسط دستگاه برش سیم برداشته شد. آزمون کشش تک محوری در دمای محیط با استفاده از دستگاه آزمون کشش سنتام مدل STM-150. مطابق با استاندارد 1/5JIS-5 و با سرعت کشش 2 میلیمتر بر دقیقه انجام شد. اندازه گیری تغییر طول نمونه های کششی (ΔL) و نیرو توسط کشش سنج و نیروسنج در محدوده 5000 نیوتن انجام پذیرفت. در شکل (7)، نمونه آزمون کشش در حال انجام آزمون و ابعاد آن نشان داده شده است.
بررسی های ریزساختاری
به منظور بررسی اختلاف خواص مکانیکی بین دو حالت با و بدون اعمال ارتعاشات فراصوت تغییرات ریزساختاری. در نمونه های تغییرشکل یافت و در دو حالت مورد بررسی قرار گرفت. برای این منظور، نمونه ها از دیوار داخلی هر قطعه هرمی، جایی که تغییر شکل اتفاق افتاد. با استفاده از دستگاه برش سیم برداشته و سپس برای عملیات متالوگرافی مهیا شد. پس از قرار دادن نمونه ها در یک قالب مشخصی از رزین، برای رسیدن. به یک سطح صاف و براق، نمونه ها تحت عملیات صیقل کاری مکانیکی قرار گرفتند. سپس عملیات حکاکی شیمیایی با استفاده از محلول شیمیایی نایتینول برای لایه فولادی انجام شد. و در نهایت سطح نمونه ها در زیر میکروسکوپ نوری مورد مشاهده و ارزیابی قرار گرفت. در این راستا، اندازه متوسط دانه ها با استفاده از نرم افزار پردازش تصاویر ریزساختاری MIP 4 اندازه گیری شد.
نتایج و بحث
تغییرات ریزساختاری
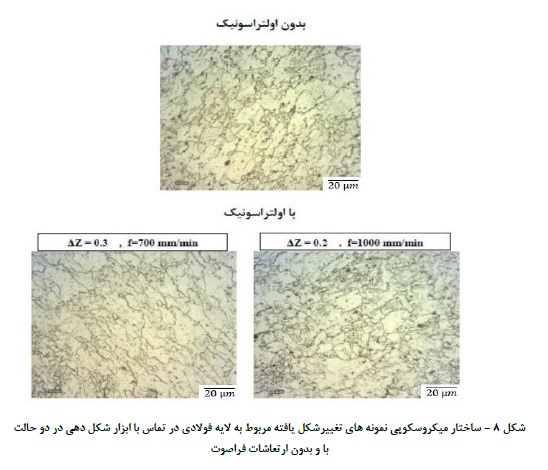
در این بخش تغییرات ریزساختاری ناشی از اعمال ارتعاشات فراصوت. بر روی نمونه ها به عنوان عاملی برای بهبود در خواص مکانیکی مورد بررسی قرار گرفت. با توجه به آن که اعمال ارتعاش، باعث افزایش دمای نمونه ها تا 250 درجه سانتی گراد شده است. می توان، تغییر شکل را به صورت گرم در نظر گرفت. شکل (8) ساختار میکروسکوپی نمونه های تغییر شکل یافته با و بدون ارتعاشات فراصوت را نشان می دهد. این تصاویر ریزساختاری مربوط به لایه فولادی است. که در تماس با ابزار شکل دهی قرار داشته است.
بررسی تأثیر ارتعاشات فراصوت
مقایسه ساختارها در دو حالت نشان میدهد. که تحت شرایط بدون ارتعاش، دانه ها هم محور بوده و در مورد نمونه های با ارتعاش. بعضی از دانه ها به شکل هم محور بوده. و در بعضی از دانه ها در امتداد مرزدانه ها، دانه هایی با اندازه کوچک گسترش می یابد. با افزایش در ΔL و f دانه ها رشته ای شده. و حجم جزیی دانه های ریز هم محور واقع در امتداد مرزدانه ها افزایش می یابد.
مکانیزم حاکم بر این فرآیند خرد شدن دانه هایی اولیه فریت. و تقسیم شدن آن به دانه های کوچک تر در اثر شکل گیری مرزهای با زاویه کم می باشد. ساختار میکروسکوپی حاصل ناهمگن بوده که از دانه های درشت تغییر شکل می یابد. و تعدادی دانه های ریز هم محور متشکل است. تغییرات ریزساختاری ایجادی بر وقوع پدیده تبلور مجدد مداوم (CDRX) دلالت می نماید. تبلور مجدد مداوم (CDRX)، پدیده ای است که با افزایش در مقدار کرنش. زاویه انحراف در امتداد مرزدانه های فرعی بطور مداوم افزایش می یابد. به گونه ای که در اثر این تغییرات، مرزهای فرعی به مرزهای با زاویه زیاد تغییر می یابند.
به گونه ای که دانه های فریت به دانه های کوچک تر تقسیم می شوند. که این موضوع تحت تأثیر نرخ کرنش های بالا شدت می یابد. در واقع این فرآیند یک فرآیند بهبود در اندازه دانه ها به صورت دینامیکی است. پارامترهایی که این پدیده را تسریع می نمایند عبارتند از. بالا بودن انرژی نقص انباشتگی در اتم ها، پایین بودن مقادیر اتم های حلال، کرنش های بزرگ و بالا بودن دمای تغییر شکل. در واقع اگر دمای تغییر شکل در محدوده کم تر از نصف دمای ذوب ماده باشد. (T< Tm) و ماده دارای مقدار بالایی از انرژی نقص انباشتگی در اتم ها باشد.
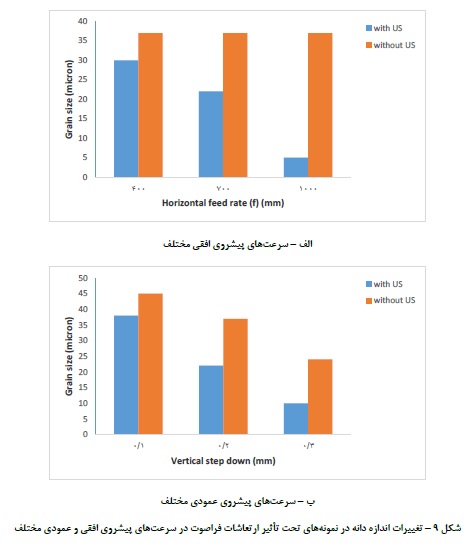
(CDRX) مکانیزم حاکم بر نرم شوندگی ماده در شرایط کار گرم خواهد بود. تحقیقات انجامی، نمایان و مشخص است. که در ساختار فریت و تیتانیوم خالص به علت بالا بودن انرژی نقص انباشتگی در اتم ها. CDRX به عنوان مکانیزم حاکم در نرم شوندگی دینامیکی می باشد. در این تحقیق به دلیل بالا بودن دمای تغییر شکل. و بالا بودن SFE هر دو جزء از ورق دو لایه می توان پدیده CDRX. را به عنوان مکانیزم حاکم بر نرم شدن ماده تحت تأثیر ارتعاشات فراصوت در نظر گرفت. اندازه دانه های لایه فولاد که با ابزار در تماس می باشد. با استفاده از روش های پردازش تصویر در تمامی حالت های آزمون ها به دست آمد. که نتایج در شکل (9) نمایان و مشخص است.
همانگونه که از تصاویر مشاهده می شود. تحت شرایط اعمال ارتعاشات فراصوت اندازه دانه های لایه فولاد کاهش می یابد. و بیشترین کاهش نیز مربوط به شرایط سرعت پیشروی افقی 1000mm/min و میزان پیشروی عمودی 0/2 میلیمتر تحت شرایط اعمال ارتعاشات فراصوت می باشد.
تأثیر ارتعاشات فراصوت بر خواص مکانیکی
شکل (10) نمودار استحکام کششی و شکل (11) نمودار سختی نمونه های با و بدون ارتعاشات فراصوت را نشان می دهند. همانگونه که از شکل های مذکور مشخص و معلوم است. با اعمال ارتعاشات فراصوت بر روی نمونه ها هر دو پارامتر سختی و استحکام کششی افزایش می یابد.
بررسی تأثیر ارتعاشات فراصوت
بطوری که مطابق با شکل های مذکور، سختی تا 50 درصد و استحکام کششی تا 30 درصد تحت تأثیر ارتعاشات فراصوت افزایش می یابد. دلیل این موضوع را همان گونه که در بررسی های ساختار میکروسکوپی ذکر گردید. می توان به ریز شدن دانه ها در اثر پدیده تبلور مجدد دینامیکی (CDRX) نسبت داد. برای توصیف اثر دما و نرخ تغییر شکل بر روی اندازه دانه های تبلور مجدد می یابد. از پارامتر زنر -هولمان (Z) مطابق با رابطه (4) استفاده می گردد.
در این رابطه ϵ نرخ کنرش، Q انرژی فعال سازی برای تغییر شکل. R ثابت گازها و T دمای تغییر شکل در واحد کلوین می باشد. این رابطه برای توصیف اثر دما و نرخ تغییر شکل بر روی رفتار تغییر شکل فلزات مورد کاربرد است. و بطور غیر مستقیم با اندازه دانه های تبلور مجدد می یابد و رابطه معکوس دارد. به این صورت که با افزایش نرخ کرنش، زمان لازم برای رشد دانه ها کاهش می یابد. و تبع آن سرعت رشد دانه ها کاهش می یابد. و بنابراین از درشت شدن دانه ها ممانعت میشود.
شرکت خشکه و فولاد پایتخت (( مدیریت : جواد دلاکان )) صنعتگران عزیز، افتخار داریم. که سی سال تجربه گرانبهای خویش را در زمینه عرضه انواع ورق آلیاژی. و انواع فولاد آلیاژی برای خدمت رسانی به شما هموطنان کشور عزیزمان ایران ارائه می دهیم. پیشاپیش از اینکه شرکت خشکه و فولاد پایتخت را جهت خرید خود انتخاب می نمایید سپاسگزاریم.ارتباط با ما:
۰۹۱۲۱۲۲۴۲۲۷
۰۹۳۷۱۹۰۱۸۰۷
تلفن: ۰۲۱۶۶۸۰۰۲۵۱
فکس: ۶۶۸۰۰۵۴۶
ارتباط با ما در شبکه های اجتماعی
https://t.me/foolad_paytakht تلگرام
https://www.instagram.com/folad_paytakht اینستاگرام
https://www.instagram.com/foolad_paytakht.ir اینستاگرام



































 آمار
وب سایت:
آمار
وب سایت:

